- عدم چسبندگي لايه اول پرینت به صفحه ساخت
- تزريق ناکافي مواد توسط اکسترودر
- تزريق زياد مواد توسط اکسترودر
- فاصله بين خطوط تزريق مواد در لايه بالايي پرینت
- تار عنکبوتي
- جابجا شدن لايه های پرینت و یا پرش لایه
- عدم خنک کنندگي مناسب فن خنک کننده پرینتر سه بعدی
- سايش فيلامنت در اکسترودر
- گرفتگي نازل پرینتر 3 بعدی
- آشنایی با انواع پرینتر سه بعدی (بخش سوم)

آخرین مطالب
امکانات وب
 چسبیدن لایه اول به صفحه ساخت بسيار مهم مي باشد و چسبیدن کامل لایه اول پرینت به صفحه ساخت باعث می شود تا بقيه مدل بتواند به درستی بر روي اولين لايه پرينت شود. عدم چسبندگي کامل لايه اول به صفحه ساخت می تواند باعث مشکلات ديگر در ادامه پرينت شود. روشهاي زيادي جهت حل اين مشکل وجود دارد که در زير به بررسي چندين راه حل پرداخته شده است: • کاليبره نبودن صفحه ساختدر تمامي پرينترهاي سه بعدي صفحه ساخت با ا تکنولوژی SLA...
چسبیدن لایه اول به صفحه ساخت بسيار مهم مي باشد و چسبیدن کامل لایه اول پرینت به صفحه ساخت باعث می شود تا بقيه مدل بتواند به درستی بر روي اولين لايه پرينت شود. عدم چسبندگي کامل لايه اول به صفحه ساخت می تواند باعث مشکلات ديگر در ادامه پرينت شود. روشهاي زيادي جهت حل اين مشکل وجود دارد که در زير به بررسي چندين راه حل پرداخته شده است: • کاليبره نبودن صفحه ساختدر تمامي پرينترهاي سه بعدي صفحه ساخت با ا تکنولوژی SLA... در بيشتر نرم افزارهاي پرينتر سه بعدي گزينه اي جهت تعيين مقدار ريزش مواد (مقدار تزريق) وجود دارد که کاربر مي تواند اين گزينه را تنظيم نمايد. با توجه به اين نکته که در پرينترهاي سه بعدي هيچگونه بازخوردي در مورد مقدار ريزش مواد (مقدار تزريق) وجود ندارد اين احتمال وجود دارد که مقدار واقعي تزريق کمتر از مقدار تعيين شده در نرم افزار باشد. در وقوع چنين مواردي يک فاصله خالي بين خطوط پرينت مشاهده خواه تکنولوژی SLA...
در بيشتر نرم افزارهاي پرينتر سه بعدي گزينه اي جهت تعيين مقدار ريزش مواد (مقدار تزريق) وجود دارد که کاربر مي تواند اين گزينه را تنظيم نمايد. با توجه به اين نکته که در پرينترهاي سه بعدي هيچگونه بازخوردي در مورد مقدار ريزش مواد (مقدار تزريق) وجود ندارد اين احتمال وجود دارد که مقدار واقعي تزريق کمتر از مقدار تعيين شده در نرم افزار باشد. در وقوع چنين مواردي يک فاصله خالي بين خطوط پرينت مشاهده خواه تکنولوژی SLA... همانطور که از عنوان این مشکل مشخص مي باشد اين ايراد مربوط به زياد تزريق شدن مواد است. در بيشتر نرم افزارهاي پرينتر سه بعدي گزينه اي جهت تعيين مقدار ريزش مواد (مقدار تزريق) وجود دارد که کاربر مي تواند اين گزينه را تنظيم نمايد. با توجه به اين نکته که در پرينترهاي سه بعدي هيچگونه بازخوردي در مورد مقدار ريزش مواد (مقدار تزريق) وجود ندارد اين احتمال وجود دارد که مقدار واقعي تزريق بيشتر از مقدار تعيي تکنولوژی SLA...
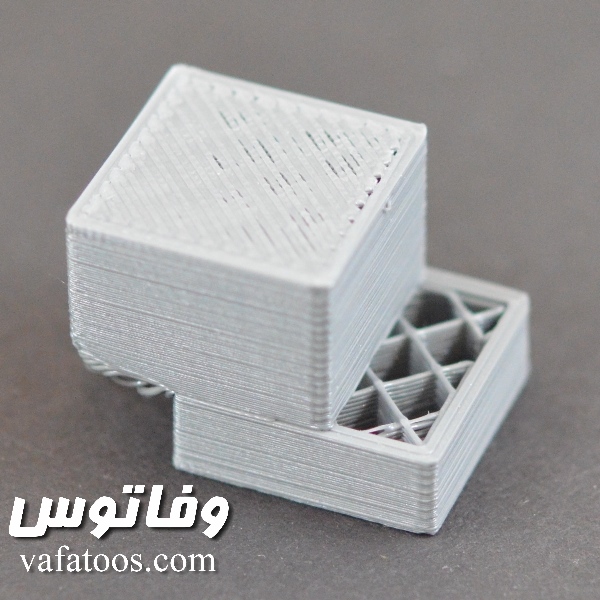
همانطور که از عنوان این مشکل مشخص مي باشد اين ايراد مربوط به زياد تزريق شدن مواد است. در بيشتر نرم افزارهاي پرينتر سه بعدي گزينه اي جهت تعيين مقدار ريزش مواد (مقدار تزريق) وجود دارد که کاربر مي تواند اين گزينه را تنظيم نمايد. با توجه به اين نکته که در پرينترهاي سه بعدي هيچگونه بازخوردي در مورد مقدار ريزش مواد (مقدار تزريق) وجود ندارد اين احتمال وجود دارد که مقدار واقعي تزريق بيشتر از مقدار تعيي تکنولوژی SLA...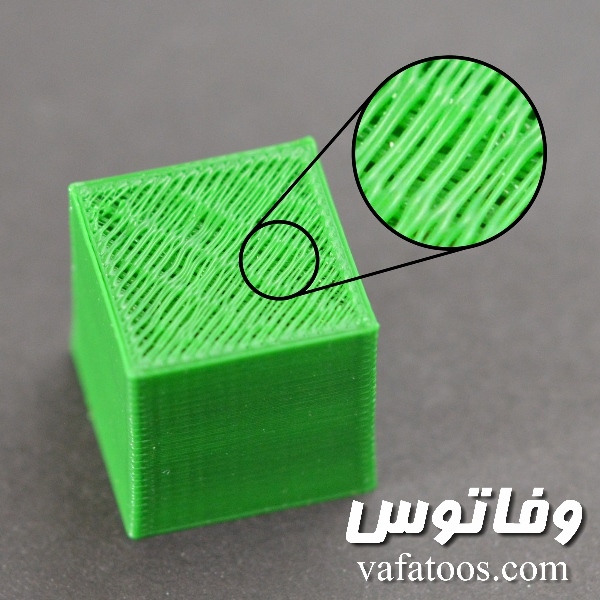 معمولاً کاربران پرينترهاي سه بعدي نمونه های خود را بصورت تو خالي و يا تا حدودي تو پر (داخل شطرنجي) پرينت سه بعدی می نمایند تا بدین ترتیب در مصرف فيلامنت و همچنین زمان پرینت صرفه جويي نمايند. به عنوان مثال قطعاتي که با مقدار پرشوندگی ( infill) برابر 20% پرينت مي شوند قطعاتي مي باشند که 20% داخل مدل با مواد پر شده است و الباقي آن خالی مي باشد. لذا در اکثر مواد داخل قطعه توپر نمي باشد ولي ديواره ه تکنولوژی SLA...
معمولاً کاربران پرينترهاي سه بعدي نمونه های خود را بصورت تو خالي و يا تا حدودي تو پر (داخل شطرنجي) پرينت سه بعدی می نمایند تا بدین ترتیب در مصرف فيلامنت و همچنین زمان پرینت صرفه جويي نمايند. به عنوان مثال قطعاتي که با مقدار پرشوندگی ( infill) برابر 20% پرينت مي شوند قطعاتي مي باشند که 20% داخل مدل با مواد پر شده است و الباقي آن خالی مي باشد. لذا در اکثر مواد داخل قطعه توپر نمي باشد ولي ديواره ه تکنولوژی SLA... تار عنکبوتي به اصطلاحي گفته مي شود که مواد بصورت تار عنکبوت بين دو قسمت مدل در حال پرينت ايجاد مي گردد و اين به علت ريزش مواد از سر نازل در طول جابجايي نازل از یک نقطه به نقطه جديد مي باشد. خوشبختانه روشهايي براي حل اين مشکل وجود دارد. گزينه اي که مربوط به اين مشکل مي باشد و در بيشتر نرم افزارهايپرينترهاي سه بعدي در نظر گرفته شده است Retraction و يا پس کشيدگي است. در صورتي که گزينه پس کشيدگي فع تکنولوژی SLA...
تار عنکبوتي به اصطلاحي گفته مي شود که مواد بصورت تار عنکبوت بين دو قسمت مدل در حال پرينت ايجاد مي گردد و اين به علت ريزش مواد از سر نازل در طول جابجايي نازل از یک نقطه به نقطه جديد مي باشد. خوشبختانه روشهايي براي حل اين مشکل وجود دارد. گزينه اي که مربوط به اين مشکل مي باشد و در بيشتر نرم افزارهايپرينترهاي سه بعدي در نظر گرفته شده است Retraction و يا پس کشيدگي است. در صورتي که گزينه پس کشيدگي فع تکنولوژی SLA...ما را در سایت تکنولوژی SLA دنبال می کنید
برچسب : عنکبوتي, نویسنده : iran3d بازدید : 65
 سيستم حرکتي تمامي پرينترهاي سه بعدي بصورت حلقه باز مي باشد. بدين منظور که از هيچ سيستم بازخوردي جهت کنترل حرکت محورها استفاده نمي شود. در برخي موارد مشاهده مي شود که يکي از لايه ها به اندازه اي جابجا شده و بقيه پرينت از لايه جابجا شده ادامه يافته است که اصلاحاً به آن گم کردن استپ نيز گفته مي شود. در زير به بررسي دلايل ايجاد اين مشکل پرداخته شده است. • حرکت سريع استپر موتورهادر مواقعي که پرينت ب تکنولوژی SLA...
سيستم حرکتي تمامي پرينترهاي سه بعدي بصورت حلقه باز مي باشد. بدين منظور که از هيچ سيستم بازخوردي جهت کنترل حرکت محورها استفاده نمي شود. در برخي موارد مشاهده مي شود که يکي از لايه ها به اندازه اي جابجا شده و بقيه پرينت از لايه جابجا شده ادامه يافته است که اصلاحاً به آن گم کردن استپ نيز گفته مي شود. در زير به بررسي دلايل ايجاد اين مشکل پرداخته شده است. • حرکت سريع استپر موتورهادر مواقعي که پرينت ب تکنولوژی SLA... وقتي که مواد از نازل اکسترودر خارج مي شوند دمايي در حدود 180 الي 240 درجه سلسيوس دارند. هنگامي که مواد گرم مي باشند به راحتي مي توانند به هر شکلي تغيير فرم دهند. وقتي که مواد به سرعت سرد شوند تبديل به يک جسم جامد شده و به فرم شکل داده شده باقي مي مانند. بنابراين نياز است که تعادل خوبي بين خنک کنندگي و دماي تزریق مواد بگونه اي برقرار باشد که مواد به راحتي بتوانند از نازل تزريق شوند و همچنين بتوا تکنولوژی SLA...
وقتي که مواد از نازل اکسترودر خارج مي شوند دمايي در حدود 180 الي 240 درجه سلسيوس دارند. هنگامي که مواد گرم مي باشند به راحتي مي توانند به هر شکلي تغيير فرم دهند. وقتي که مواد به سرعت سرد شوند تبديل به يک جسم جامد شده و به فرم شکل داده شده باقي مي مانند. بنابراين نياز است که تعادل خوبي بين خنک کنندگي و دماي تزریق مواد بگونه اي برقرار باشد که مواد به راحتي بتوانند از نازل تزريق شوند و همچنين بتوا تکنولوژی SLA... در داخل اکسترودر پرينترهاي سه بعدی با تکنولوژی FDM و یا FFF از يک چرخدنده کوچک جهت جلو و عقب بردن فيلامنت و تزریق مواد و یا پپس کشیدن فیلامنت استفاده مي¬شود. دندانه هاي اين چرخدنده تيز بوده و تيز بودن دنده ها باعث مي شود تا به راحتي بتواند فيلامنت را گرفته و آن را حرکت دهد. دنده های تیز چرخدنده اکسترودر در صورتي که فيلامنت نتواند در داخل اکسترودر حرکت نمايد شروع به سائيدن (جويدن) فيلامنت مي نما تکنولوژی SLA...
در داخل اکسترودر پرينترهاي سه بعدی با تکنولوژی FDM و یا FFF از يک چرخدنده کوچک جهت جلو و عقب بردن فيلامنت و تزریق مواد و یا پپس کشیدن فیلامنت استفاده مي¬شود. دندانه هاي اين چرخدنده تيز بوده و تيز بودن دنده ها باعث مي شود تا به راحتي بتواند فيلامنت را گرفته و آن را حرکت دهد. دنده های تیز چرخدنده اکسترودر در صورتي که فيلامنت نتواند در داخل اکسترودر حرکت نمايد شروع به سائيدن (جويدن) فيلامنت مي نما تکنولوژی SLA... يک پرينتر سه بعدي در طول عمر خود هزاران کيلوگرم فيلامنت را ذوب و مصرف مي نمايد و تمامي اين مواد از يک سوراخ بسيار کوچک تزريق مي گردد. در صورتي که چيزي به اشتباه در پروسه تزريق انجام گيرد سوراخ نازل گرفته شده و عمل اکسترود انجام نخواهد شد. گرفتگي نازل معمولاً به اين دليل اتفاق مي افتد که چيزي در داخل نازل باعث گرفته شدن نوک نازل مي شود. در زير چندين روش براي حل اين مشکل آورده شده است.• تزريق نمو تکنولوژی SLA...
يک پرينتر سه بعدي در طول عمر خود هزاران کيلوگرم فيلامنت را ذوب و مصرف مي نمايد و تمامي اين مواد از يک سوراخ بسيار کوچک تزريق مي گردد. در صورتي که چيزي به اشتباه در پروسه تزريق انجام گيرد سوراخ نازل گرفته شده و عمل اکسترود انجام نخواهد شد. گرفتگي نازل معمولاً به اين دليل اتفاق مي افتد که چيزي در داخل نازل باعث گرفته شدن نوک نازل مي شود. در زير چندين روش براي حل اين مشکل آورده شده است.• تزريق نمو تکنولوژی SLA...
اتفاقی که اینجا می افتد این است که ضخامت این لایه ها تاثیر بسیار زیادی برروی دقت قطعه ایجاد شده دارد. هر قدر ضخامت لایه ها کمتر باشد اصطلاحا رزولوشن بالا تر میرود و شیب ها و منحنی های روی قطعه به مدل اصلی نزدیک تر میشود. البته واضح است که هر قدر لایه ها نازک تر باشند برای پرینت یک قطعه نیاز به تکنولوژی SLA...ادامه مطلب
ما را در سایت تکنولوژی SLA دنبال می کنید
برچسب : نویسنده : iran3d بازدید : 110
آرشیو مطالب
لینک دوستان
- کرم سفید کننده وا
- دانلود آهنگ جدید
- خرید گوشی
- فرش کاشان
- بازار اجتماعی رایج
- خرید لایسنس نود 32
- هاست ایمیل
- خرید بانه
- خرید بک لینک
- کلاه کاسکت
- موزیک باران
- دانلود آهنگ جدید
- ازن ژنراتور
- نمایندگی شیائومی مشهد
- مشاوره حقوقی تلفنی با وکیل
- کرم سفید کننده واژن
- اگهی استخدام کارپ
- دانلود فیلم
- آرشیو مطالب
- فرش مسجد
- دعا
- لیزر موهای زائد
- رنگ مو
- شارژ